
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkter






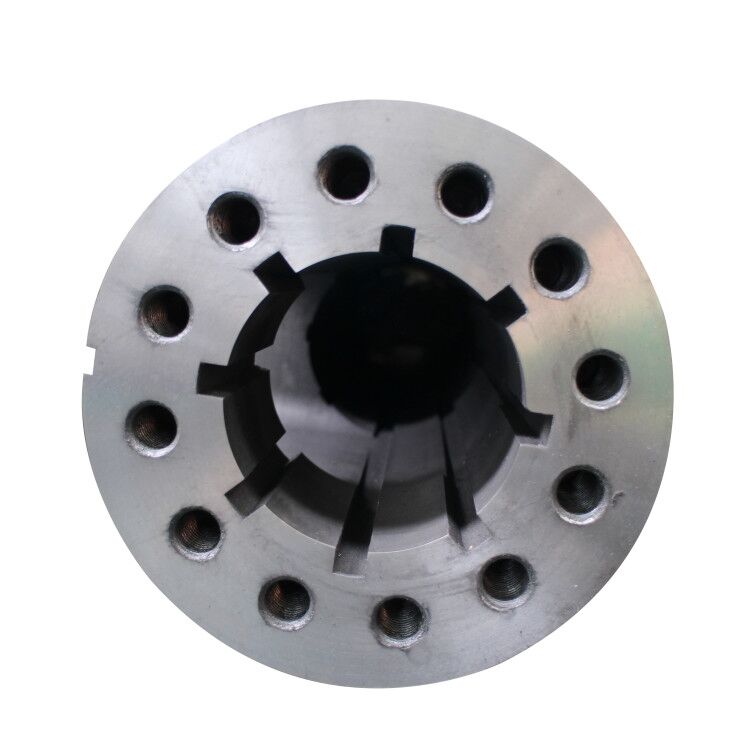

Extrudering Formblåsning Skruv Barrel
Vid extrusion formblåsning (EBM) smälts plasten och extruderas till ett ihåligt rör (ett ämne). ... Luft blåses sedan in i ämnet och blåser upp det till formen av den ihåliga flaskan, behållaren eller delen. Efter att plasten har svalnat tillräckligt öppnas formen och delen matas ut. På EJS tillverkar vi extruderingsformblåsningsskruvtrumma för extruderingsformblåsningsmaskiner, med storlek små och stora, vid nitrering eller bimetallbehandling.
Skicka förfrågan
Produktbeskrivning
Extrudering formblåsning skruvpipa
OEM-försörjning Kina formblåsningsmaskin, extruderingsformblåsningsskruvfat,oditt företag hälsningar"Gör affärer med skruvfat enklare med glädje och framgång"som våruppdrag. Om du är intresserad av någon av våra produkter eller vill diskuteradin design, se till att du gärna kontaktar oss. Vi har sett fram emotupprättande framgångsrika affärsrelationer mednågranya kunder runt om i världen inom en snar framtid och odla dem bättre och större.
Vid extrusion formblåsning (EBM) smälts plasten och extruderas till ett ihåligt rör (ett ämne). ... Luft blåses sedan in i ämnet och blåser upp det till formen av den ihåliga flaskan, behållaren eller delen. Efter att plasten har svalnat tillräckligt öppnas formen och delen matas ut.
På EJS tillverkar vi extruderingsformblåsningsskruvtrumma för extruderingsformblåsningsmaskiner, med storlek små och stora, vid nitrering eller bimetallbehandling.
Håldiameter tillgänglig för extruderingsformblåsningsskruv
¢45~¢250
Populära material som används för extrudering av formblåsningsskruv
38CrMoAlA(1,8509)
34CrAlNi7(1,8550)
31CrMoV9(1,8519)
40Cr(4340)
42CrMo(4140)
Ytbehandling av extruderingsformblåsningsskruvcylinder
Helkroppen nitrerad
Stellite bimetallisk legering belagd
Colmonoy 56 legering belagd
Colmonoy 83 legering belagd
Applicering av extruderingsformblåsningsskruvcylinder
Extrudering formblåsning skruvfat spelar ett fantastiskt jobb för att producera olika filmer i formblåsningsmaskiner som t.ex.
Förpackningsfilm;
Påsar;
Utskriftsfilm;
Krympfilm;
Matförpackningsfilm;
Konvertering av film;
Barriärfilm.
Fråga: Vad är skillnaden mellan formsprutning och formblåsning?
Svar:
Det finns huvudsakligen 5 skillnader mellan formsprutning och formblåsning:
1) Typen av produkt som produceras av formsprutning och formblåsning är annorlunda. Extrusion formblåsningsprocessen skapar en tvådimensionell produkt medan formsprutningsprocessen skapar en tredimensionell produkt som slutresultatet.
2) De använder olika verktyg i båda processerna. För strängsprutningsformblåsningsmaskin används en form för att få den slutliga produktionen medan formsprutning använder en form.
3) Den tid som behövs för att producera den slutliga produktionen är annorlunda. Extruderingsprocessen är långsammare medan formsprutningsprocessen är snabbare.
4) Tjockleken på slutprodukten är annorlunda. Vid extrudering beror deltjockleken på hur mycket materialet kan sträckas under processen medan det vid intrång beror på förhållandet mellan kärnan och formen.
5) Processerna är olika. Med extruderingsformblåsningsmaskinen är skrotet med blixt och trimning medan skrotet är utan blixt och trimning för formblåsning.
EJS kan producera både formblåsningsskruv och formblåsningsmaskin.
Om E.J.S.
EJS Screw Barrels är ett nyskapat varumärke för exportföretag med tillverkningserfarenheter sedan 1992.
En tillverkare av skruvfat som ägnar sig åt att tillverka skräddarsydda skruvfat och designa extruderskruvfat, formsprutningsskruvfat.

Bimetalliska skruvfat
Vi började tillverka bimetalliska skruvtunnor i mycket tidig ålder, nästan samtidigt som det första bimetalliska fatet föddes i Kina. Nu har vi flera typer för alternativ beroende på olika applikationer
|
Bimetalliska fat |
|||||
|
Typ av legering |
EJS01 Legering |
EJS02 Legering |
EJS03 Legering |
EJS04 Legering |
|
|
Legeringskomponenter |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Slitmotstånd |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Korrosionsbeständighet |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Legeringstjocklek |
2~3 mm |
1,5~2 mm |
1,5~2 mm |
1,5~2 mm |
|
|
Hårdhet |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Temperaturområde |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koefficient Termisk |
RT~250℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Expansion (/℃) |
RT~400℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Utbud av arbetsbar längd |
700mm~3000mm/styck |
||||
|
Basstål flitigt använt |
40Cr: 42CrMo |
||||
|
Markera i listan: ★★★★ Utmärkt; ★★★ Mycket bra; ★★ Bra |
|||||
|
Bimetallskruvar |
|||
|
Lämplig för |
Enkel skruv, dubbel parallellskruv, dubbel konisk skruv |
||
|
Typ av legering |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Legeringskomponenter |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Anti-slitagenivå |
★★★ |
★★★ |
★★★★ |
|
Anti-korrosionsnivå |
★★★★ |
★★★★ |
★★★★ |
|
Legeringstjocklek |
1~1,5 mm |
1~1,5 mm |
1~1,5 mm |
|
Hårdhet |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Applicerad glasfiber |
Under 10 % |
|
|
|
Utbud av arbetsbar längd |
Vilken längd som helst |
||
|
Basstål flitigt använt |
38CrMoAI(1,8509), 34CrAINi7(1,8550), 31CrMoV9(1,8519) |
||
|
Markera i listan: ★★★★ Utmärkt; ★★★ Mycket bra; ★★ Bra |
|||
Kvalitetsinspektion
Kvalitet är ett mycket viktigt steg under produktionen. För att göra en kvalitetsskruvcylinder bör alla toleranser vara uppfyllda och alla dimensioner bör vara korrekta och registreras.
Vi tillhandahåller inspektionsrapport, materialcertifikat för alla våra levererade skruvfat.
Förpackning
Förpackning är det sista men mycket viktiga steget innan frakt. En stark och smart packbox är också en del av vår kvalitet. Den används inte bara för att skydda skruvtunnorna väl under transport, utan ger också ett enkelt sätt för våra kunder att packa upp.

Hot Tags: Extrudering formblåsning skruvfat, kundanpassad, Kina, Zhoushan, leverantörer, tillverkare, fabrik, i lager
Relaterad kategori
Konisk Twin Screw Barrel
Parallell Twin Screw Barrel
Extruderskruvfat
Gummiskruvfat
Formsprutningsskruvfat
Formblåsande skruvfat
Bimetallisk skruvpipa
Nitrerad skruvfat
Extruder delar
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.
Relaterade produkter




